





















Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

model numarası.: FT-TH-10
Marka: Feituo
Statü: Yeni
Garanti Dışı Servis: Video teknik desteği, Çevrimiçi destek
Yerel Hizmetler Nerede Sağlanmalı (hangi ülkelerde Yurtdışı Hizmet Satış Noktaları Vardır): Yok
Showroom Konumu (hangi ülkelerde Yurt Dışında örnek Odalar Bulunmaktadır): Yok
Video Fabrikası Denetimi: Sağlanan
Mekanik Test Raporu: Sağlanan
Pazarlama Türü: Yeni Ürün 2020
Temel Bileşen Garanti Süresi: 1 yıl
Temel Bileşenler: PLC, Motor, Rulman, Vites kutusu, Motor, Basınçlı kap, Dişli, Pompa
Anavatan: Çin
Garanti Süresi: 1 yıl
Ambalaj: Tahta kutu
Verimlilik: 10000 per hour
Ulaşım: Ocean,Land,Air,Express,Optional
Menşe yeri: Çin
Desteklemek: Factory direct supply
Sertifika: CE
HS Kodu: 84659400
Liman: ShenZhen,GuangZhou
Ödeme şekli: T/T
Incoterm: FOB



Lighter Alev Boyutu Otomatik Ayarlama Makineleri Kesim çok kalın metal, kesilecek altın yüzey kesilecek yaklaşık 10 ~ 20 eğim açısında yapılır, böylece kesme kısmının kenarını daha iyi ısıtmak ve kesme işlemini başlamayı kolaylaştırmak için. Metalin 50 mm'den daha az kalınlığında kesilirken, kesme başlangıç kesilecek metal yüzeye dik olmalıdır. Kesim parçanın içinden başlarsa, kesme parçasında önceden bir delik açılmalıdır (deliğin çapı kesme genişliğine eşittir). Kesimin başlangıcında, metal kenarı oksijen içinde yanana kadar ön ısıtma alevi ile ısıtın, yani parçanın yüzey tabakası erimesi üzereyken kesme için kesme oksijeni serbest bırakın. Kesim sırasında, kitap kontrol memesi ile kesilecek metal yüzey arasındaki mesafe alev çekirdeğinin uzunluğuna göre belirlenmelidir. Alev çekirdeğinin ucunu iş parçasından 1.5 ~ 3 mm uzakta yapmak ve asla alev çekirdek açısını ve iş parçasının yüzeyini yapmamak en iyisidir. Kesme dikişinin kalitesini sağlamak için, kesme kenarından parçanın yüzeyine olan mesafe tüm gaz işleminde tutarlı olmalıdır.
o Perating Becerileri: Kesme işlemi olarak g farklı kişisel alışkanlıklar nedeniyle farklı olabilir. Genel olarak, sağ el kesme meşale sapını tutar ve sağ elin başparmak ve işaret parmağı, ön ısıtma alevi ayarlamak ve ısıtıcıyı, temperlenirken zamanında önceden ısıtmak için kesip oksijeni önceden ısıtmak için valfi tutar. Sol elin başparmak ve işaret parmağı oksijen kesimi için valf tutar ve ayrıca yönü tutma rolünü oynar. Kalan üç parmak karıştırma odasını sorunsuz bir şekilde tutar. Üst vücudunuzu düşürmeyin ve kısıtlama ile nefes alın; Göz izleyecek ve kesmeli ve kesme ağzının önündeki sekant çizgiye odaklanmalıdır. Bu gaz kesme yöntemi, genellikle sağdan sola kesilen kesme yöntemini tutar. Kesmeye başlayın. Önce çelik plakanın kenarını önceden ısıtın. Kesme konumu biraz kırmızı olduğunda, alevi kenar çizgisinden çıkarın ve oksijen kesme valfini yavaşça açın. Demir oksit cürufu oksijen akışı ile kalktığında, kesildiği kanıtlanır. Şu anda, hasarı hareket ettirin ve birer birer ileri kesin
Çelik plakayı düz bir çizgi boyunca keserken, kesme tabanı hareketin ters yönünde 20 ~ 30 ° eğimli olmalı ve kesim en etkilidir. Bununla birlikte, eğrinin dış konturunu keserken, altın kesim yüzeyine kesinlikle dik olmalıdır. Bazen, demir oksit cürufunun aşırı ısınması ve sıçraması, kesimini bloke eder veya B'nin kaynağı zamanla kesilmez, bu da patlama ve temperleme ile sonuçlanır. Şu anda, oksijenin asetilen borusuna geri akmasını önlemek ve temperlemeyi söndürmek için ön ısıtma oksijen valfini hızla kapatın. Meşalede hala bir tıslama sesi varsa ve kılavuzdaki temperleme söndürülmemişse, B hızlı valfini hızlı bir şekilde kapatın veya temperli alev gazını boşaltmak için meşale üzerindeki asetilen hortumunu hızlı bir şekilde titreştirin. Tedaviden sonra, önce enjeksiyon ve emilim kapasitesi kontrol edilecek ve daha sonra meşale yeniden tutuklanabilir.
Gaz kesme sürecinde, eğer operatörün vücut pozisyonunu hareket ettirmesi gerekiyorsa, önce oksijen yapma kapısını kapatmalı ve daha sonra vücut pozisyonunu hareket ettirmelidir. Daha ince bir plaka kesilirse, alev, ince plakanın hızlı ısıtılmasının neden olduğu zararlı eklemin deformasyonunu ve yeniden bağlanmasını önlemek için kesme oksijeni kapatırken çelik plaka yüzeyini hızlı bir şekilde bırakmalıdır. Kesime devam ettiğinizde, boyutun kesme kısmını önceden ısıtmalı ve daha sonra kesmeye devam etmek için oksijen kesme gaz valfini yavaşça açmalısınız.
Kesim bitiş noktasına yakın olduğunda, kesim, çelik plakanın alt kısmının önceden kesilmesini ve son tente daha düzgün hale getirilmesini kolaylaştırmak için kesme zıt yönüne eğilmelidir. Son noktaya ulaşıldığında, kesme oksijen valfini hızlı bir şekilde kapatın ve kesme meşalesini kaldırın, ardından asetilen valfini kapatın ve son olarak önceden ısıtma oksijen valfini kapatın. Durma süresi uzunsa, oksijen valfini kapatın, basınç regülatör vidasını gevşetin ve oksijen hortumundaki oksijeni boşaltın. Jiedong anahtarı çalışırken basınç regülatörünü çıkarın ve hava besleme vanasını kapatın.
Bir işçi iyi yapmak istiyorsa, önce araçlarında başarılı olmalıdır. En iyi kesme kalitesini ve etkisini elde etmek için, NC alev kesme makinesinin kullanımının da uygun modeller ve standart çalışma yöntemleri ile donatılması gerekir. Alev kesme memesi ve önlemlerin kullanımı, kullanıcılara referans ve yardım vermeyi umarak aşağıdaki gibi sıralanabilir:
Kesme iş parçasının kalınlığına göre uygun kesme memesini seçin. Montaj sırasında, kesme oksijen jetinin ön ısıtma alevinin merkezinde bulunduğundan emin olmak için iç kısım ve dış kısım eşmerkezli tutulmalıdır. Kesimi takarken, somunları sıkılaştırmaya dikkat edin.
Enjeksiyon ve emme koşullarını kontrol edin. Enjeksiyon ve emme kesme meşalesinin enjeksiyon ve emme koşullarından sonra normal olduğundan, asetilen deri boru bağlanabilir, hava sızıntısına ve kolay yerleştirme ve çıkarılmaya tabidir. İzobarik meşale kullanılırken, asetilenin belirli bir çalışma basıncına sahip olması sağlanacaktır.
Ateşten sonra alev yok olmanın tedavisi, ön ısıtma oksijen düzenleme valfi yangını ayarlamak için vidalandığında, alev hemen söndürülürse, nedeni her gaz kanalında kir olması, ejektör borusunun boynuz ağzı sıkı bir şekilde aşındırılmamasıdır. ve kesme ceketi içi ile düzgün bir şekilde eşleşmez. Şu anda, emme borusunun somunu sıkın; Arıza durumunda, emme borusunu çıkarın, her gaz kanalındaki kiri çıkarın, dış manşon ve iç manşon arasındaki boşluğu ayarlayın ve sıkın
Kesme Çekirdeğinde hava sızıntısının tedavisi: Ön ısıtma alev normal olarak ayarlandıktan sonra, kesme çekirdek saçları "patlama" ve "patlama" ritmik bir sesi çıkarır, ancak alev sönmez. Kesme oksijen açılırsa, alev hemen söner. Bunun nedeni kesme çekirdeğinde hava sızıntısıdır. Şu anda, kesme nozul ceketini çıkarın ve MEI çekirdeğini hafifçe sıkın. Hala geçersizse, ceketi çıkarın ve asbest ile toplayın.
Kesme kafası ve kesme meşalesi arasındaki işbirliği katı değilse, ateşten sonra alev normal olmasına rağmen, kesme oksijen düzenleme valfi açıldığında alev derhal söndürülür. Bunun nedeni, kesme kafası ve kesme meşalesi arasındaki eşleşen yüzeyin katı olmamasıdır. Şu anda nozul sıkılmalıdır. Geçersizse, çıkarılmalı ve ince zımpara kağıdı ile hafifçe kesilmelidir. Kesme kafasının çiftleşme yüzeyini sıkı olana kadar öğütün.
Temperleme Tedavisi Temperleme durumunda, kesme oksijen düzenleme valfini hemen kapatın ve daha sonra asetilen düzenleme valfini kapatın ve oksijen düzenleme valfini önceden ısıtır. Normal çalışma durduğunda, önce oksijen kesme düzenleme valfi söz konusu olmalı ve daha sonra asetilen ve önceden ısıtılmış oksijen düzenleme valfleri kapatılmalıdır.
Kesme kanalını saklayın. Yeşil kesme kanalı her zaman temiz ve pürüzsüz olmalı ve delikteki kir herhangi bir zamanda bir iğne ile çıkarılmalıdır.
İş parçası yüzeyini temizleyin ve iş parçası yüzeyindeki kalın pas, yağ ve su kirini çıkarın. Çimento zemini keserken, pas -prova cildinin ve cürufun çimento tabanına sıçramasını önlemek için iş parçası yastıklı olmalıdır.
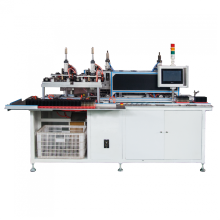
Tam otomatik çakmak daha hafif-çakmağın ana işlevi şişirilmiş hafif alevi aynı boyuta ayarlamaktır.
Malzeme: Paslanmaz çelik + alüminyum
Ürün Boyutu: 1.4m*0.8m*1.2m
Voltaj: AC220V
Hava Basıncı: 0.6MP
Ağırlık: 245kg
Cihaz Modeli: FT-TH-10
Çıktı: 8000-10000
İşletme Personeli: 1
Süreç açıklaması
1. Bütan gazıyla dolu ürünler, bir kez başlamadan önce 12 saat veya daha fazla saklanmalıdır
Yangını ayarlayın. Şişirilmiş çakmağın yüz valfi çok sıkı olmamalıdır, çünkü bu
Ayarlanan ürünün alevi büyük ölçüde değişir ve çok sıkı ise pamuk tabakasını deforme edecektir.
Sonuç olarak, tüm çakmak hurdaya çıkarılır. Genel olarak, alev 1-5 cm'yi kontrol etmek için yüz vanasının yüksekliğini kontrol edin
En iyisi. Özellikle kışın fark edilir.
2. Prensip olarak, çakmağın iki kez ayarlanması gerekir. Ateşi ilk kez ayarladıktan sonra iade et
İkinci ayardan önce 12 saat veya daha fazla saklanması gerekir.
Ürün uzun süre depolansa bile, ürünün ateşlenmesi ciddi değildir.
Ürün kategorileri : Daha hafif üretim makinesi











Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.